
400-1801-670


向下滑动
氨逃逸率高的危害
在SCR烟气脱硝工艺中,氨逃逸率的控制至关重要。因为如果控制不好,不仅使脱硝成本增加,而且机组安全运行也受到威胁。其危害性主要表现在以下几方面:
(1)锅炉尾部烟道及空气预热器换热面腐蚀积灰堵塞。
(2)由于空预器堵塞后阻力不同,造成低负荷、低烟气量时引风机发生抢风现象,造成炉膛负压大幅波动,危及机组安全运行;同时由于空预器的堵塞不均匀,引起一、二次风压和炉膛负压周期性波动严重时可能由于空预器堵塞机组被迫停运检修。
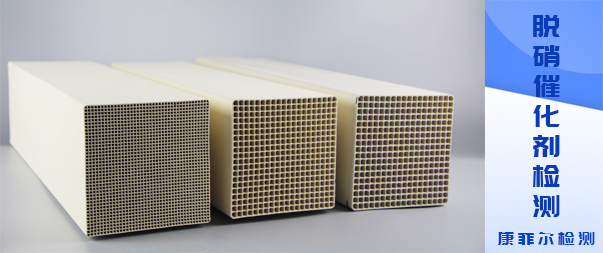
(3)催化剂中毒。在SCR脱硝工艺中,尽管二氧化硫氧化成三氧化硫的转化率较低,二氧化硫在SCR催化剂表面还是有可能氧化成三氧化硫,在较低温度下三氧化硫与氨气结合成的硫酸氢铵或硫酸铵附着在催化剂表面,催化剂反应性能下降。
氨逃逸率高的原因
氨逃逸率,一般来说,为SCR脱硝工艺出口,未参与还原反应的NH3与出口烟气总量的体积占比,一般计量单位为ppm,如果用质量占比,为mg/m3,也叫氨逃逸浓度。在SCR脱硝工艺过程中,氨逃逸率高的原因主要有:
(1)脱硝烟气流场不均匀,造成局部喷氨量过大引起逃逸率偏高;
(2)催化剂中毒后,催化剂反应性能下降,使得脱硝过程中喷氨过量;
(3)机组在网长时间低负荷运行SCR系统入口温度偏低,导致反应转化比例偏低,存在氨消耗量偏大。
另一方面也由于低负荷时风量偏低,流场不均也进一步扩大了硫酸氢氨的沉积区域;
催化剂中毒
为防止喷氨过量导致催化剂中毒,在锅炉运行中应进行有针对性的调整。
(1)通过燃烧控制脱硝入口氮氧化物值不要过高,严格控制脱硝入口氮氧化物浓度不超过450mg/Nm3。因空磨通风时脱硝入口氮氧化物浓度会快速升高,在同样三氧化硫浓度下,脱硝入口氮氧化物浓度越高,硫酸氢铵露点温度越高,为防止硫酸氢铵生成,禁止磨煤机长时间空磨通风;
(2)脱硝出口氮氧化物值不要过低,防止喷氨过量。负荷稳定时脱硝出口氮氧化物自动调节定值设定90mg/Nm3,负荷变动或启停磨时可手动下调脱硝出口氮氧化物自动调节定值,设定值一般不应低于60mg/Nm3,工况稳定后应及时回调至正常,防止过量喷氨。
严格控制脱硝SCR出口烟气中氨气逃逸率平均值<3ppm。当氨逃逸显示偏高>1ppm时,适当提高氮氧化物定值,但控制脱硫出口折氧前、后氮氧化物浓度不超100mg/Nm3;
(3)入炉煤平均硫份控制0.5%以下,低负荷时控制入炉煤硫份0.45%以下,以降低硫酸氢按的生成几率。
(4)低负荷期间,注意飞灰含碳量不要过高,注意燃烧配风调整,防止燃烧不完全,造成空预器沉积煤粉。
(5)锅炉投油期间要注意锅炉燃烧调整和就地油枪看火检查,发现着火不好应及时调整,火检好转尽快退出,投油期间保持空预器连续吹灰。
SCR系统入口温度偏低
目前在网火电机组利用小时数大幅降低,机组长时间低负荷运行是普遍状况。当锅炉低负荷运行时,SCR系统入口温度显著下降,从该图可以看到因为催化剂活性下降造成氮氧化物转化效率偏低,另一方面过量喷入的氨气还会与三氧化硫生成硫酸氢铵吸附在催化剂表面造成催化剂中毒进一步加深。
总结
总的来说,SCR脱硝技术作为较为成熟的脱硝技术在理论方面已比较完善,但在实际的运行过程中仍存在相应的问题。氨逃逸率高作为同类型锅炉运行中存在的普遍问题应加以重视,了解氨逃逸率高的原因,做好应对及整改措施,杜绝氨逃逸率高引发的锅炉限负荷或停炉故障的发生。
 首页
首页
 服务领域
服务领域
 技术中心
技术中心
 联系我们
联系我们