
400-1801-670


向下滑动
摘要:为了延长火电厂脱硝催化剂的使用寿命,介绍了脱硝催化剂使用及寿命管理现状,结合催化剂使用全过程论述了投运前、运行中及后续维护过程中催化剂的寿命管理方法,总结了催化剂中毒原因并提出寿命管理建议。催化剂选择设计时应充分考虑催化剂厂家提供的催化剂实际运行参数,最大限度满足催化剂运行工况;催化剂运行、检修、维护过程中,要严格控制喷氨量、运行温度、吹灰系统,避免为了提高脱硝效率而增加氨逃逸,引起空气预热器堵塞等问题。堵塞、中毒、机械磨损、烧结是造成催化剂失活的主要原因,通过检测脱硝催化剂的效率、氨逃逸和SO2/SO3转化率等指标,判断催化剂是否失活,并定期进行催化剂单体的检测和脱硝系统性能测试。最后提出应加强废旧催化剂的回收处理技术,如催化剂的二次再生技术以及从废旧催化剂中提取微量元素、回收有效成分等。
为了降低燃煤电站中NOx排放量,国内大量安装脱硝反应器,脱硝催化剂可将锅炉中生成的NOx氧化为N2,对NOx的脱除具有重要作用,但投资成本高,且催化剂有使用寿命限制,到期后需加装或更换新的催化剂,增加了投资成本。因此应通过加强催化剂管理,规范安装、运行、检测及维护等全寿命管理过程,延长催化剂使用寿命。脱硝催化剂的寿命一般有机械寿命和化学寿命2种,机械寿命是指催化剂的结构及强度能够保证催化剂活性的运行时间,国内统一要求保证催化剂机械寿命大于10a。
催化剂的机械寿命通常由催化剂的结构特点决定。杨述芳等研究了催化剂壁厚对其寿命的影响;赵毅研究了催化剂的添加材料(助剂)和成型工艺对催化剂强度的影响,以获得满足脱硝性能的催化剂制备工艺和配方。催化剂机械寿命受反应系统中烟气条件的影响较大,烟气中灰尘、颗粒等的冲刷、磨蚀会降低催化剂的机械寿命且具有不可逆性。工程上常说的催化剂的使用寿命一般指化学寿命,脱硝催化剂的化学寿命是指在保证脱硝系统脱硝效率、氨的逃逸率等性能指标的条件下,催化剂的连续使用时间。
随着运行时间的增长,积炭、碱金属吸附、砷吸附等降低了催化剂的催化活性和脱硝效率,使氨逃逸率增大,反应系统压差过大,缩短了催化剂的化学寿命。目前国内统一要求化学寿命不小于24000h。笔者结合催化剂全过程使用,论述了各阶段催化剂的寿命管理方法,以延长催化剂化学使用寿命,降低投资成本。
1、催化剂投运前管理
1.1催化剂选择
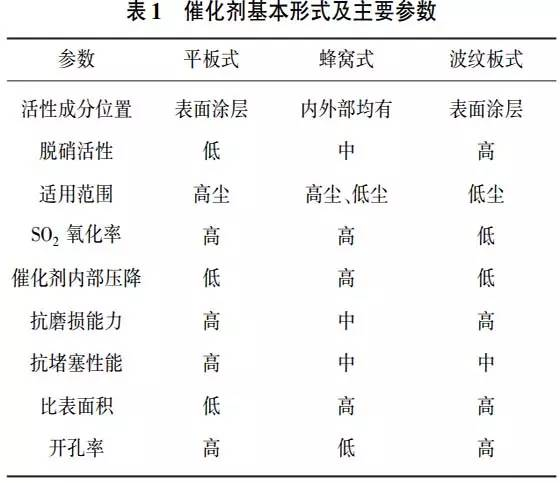
催化剂的选择至关重要,应根据电厂自身情况(煤质灰分、烟气和氨)对催化剂性能提出要求,最大限度满足催化剂运行工况。催化剂成分、形式及孔径等在一定程度上决定了催化剂的脱硝效率催化剂基本形式及主要参数见表1。
选择性催化还原技术(SCR)催化剂活性K是能够同时体现催化反应系统传质和化学反应速率的综合性特征值,其大小不仅与催化剂的本质物化特征相关,同时受催化剂反应系统诸多条件的影响,如温度、O2浓度、水含量、烟气速度、氨氮摩尔比等参数。
1.2催化剂安装管理
催化剂的安装管理主要指催化剂生产完成后,从厂家运输至火电企业安装及安装后的性能验收。在运输、卸载及存储过程中,需要防止催化剂的机械损伤,避免催化剂跌落、碰撞、震荡。催化剂存储在干燥室内,避免接触到雨水,环境温度≤30℃,湿度<90%。潮湿的环境会使催化剂表面吸潮,干燥时发生破裂,缩短寿命。催化剂的吊装使用厂家配备的专用工具,吊装时避免与钢梁等坚硬物体发生碰撞,吊装角度不能过小,避免发生倾斜,起吊速度不宜过快,保证催化剂安全装入反应器内。新建电厂催化剂安装时间一般选择在点火吹管之后,避免大量油污、灰尘黏附在催化剂表面,引起催化剂中毒。
脱硝改造安装时,需清理干净炉膛及脱硝反应器内杂物,包括粉尘,将不利因素降到最小。催化剂安装后性能验收包括2部分。一是催化剂的到货验收。催化剂运至电厂时,需对催化剂的出厂资料检查确认。检查各项参数是否符合技术协议相关要求,轴向挤压试验、横向挤压试验、抗磨强度试验、材质报告等检测数据是否达到标准。同时对催化剂外观、性质进行检查,包括催化剂表面有无损坏,长、宽、高及厚度的几何尺寸是否合适等。二是催化剂的性能验收试验。性能验收试验一般由第三方测试,并出具测试报告。对脱硝系统各工况进行测试,确保脱硝效率、氨气逃逸率、SO2/SO3转化率、催化剂层的阻力等运行指标达到要求性能标准。
2、催化剂的运行管理
脱硝催化剂的性能会随工作时间的增加而逐渐下降,正确的运行方式能够保证脱硝装置经济运行,并延长催化剂的使用寿命。在运行管理中,密切注意烟气量、烟气温度、烟气压力、粉尘、SO2含量及波动范围,根据设计条件调整喷氨量或投入自动喷氨;制定SCR装置投入或退出运行规程,如要实现全负荷脱硝,需采取其他措施,如省煤器分级技术、更换新型低温催化剂等。催化剂的温度对催化剂的性能影响较大,省煤器分级技术提高了烟气温度,保证催化剂在最适宜的温度运行,提高催化剂运行效率。如果出现参数偏离设计值过大的情况,应及时分析,评估其危害性和严重性,并考虑补救措施,一般运行中需注意喷氨量和吹灰器的控制。
2.1喷氨量的控制
温度300~400℃时,随着反应温度的升高,脱硝反应速率增加,脱硝效率升高;当温度升至400℃后,脱硝效率随温度的升高而下降。温度升高,NH3氧化反应加剧,脱硝效率下降,催化剂能够长期承受的温度不得高于430℃,否则会造成催化剂烧结,永久性失效。如果反应器内温度长时间降至最低运行温度,必须停止喷氨,防止硫酸盐或硝酸盐沉积在催化剂表面,影响催化剂活性。为延长催化剂寿命,根据硫酸盐的分解特性,烟气长期最低温度宜设定在320℃。同时,在锅炉启动和SCR系统投运过程中,应控制烟气温度的上升速度,避免对催化剂造成损害。喷氨分布不均匀对脱硝效率有显著影响,容易引起脱硝SCR下游空气预热器冷端堵塞,导致脱硝效率不达标。此外应定期进行喷氨优化调整,在热态下测量SCR反应器进出口NOx和NH3浓度分布,优化不同格栅喷嘴的喷氨量,以实现机组在不同运行负荷下,各项指标最佳。
2.2催化剂定期吹灰
为防止催化剂表面积灰发生堵塞,需及时在线吹扫,每层催化剂都应设置有吹灰器。一般使用蒸汽吹灰器和声波吹灰器2种。对于使用蒸汽吹灰的脱硝装置,在日常运行中,需严格控制设定吹灰汽源的压力和温度。针对不同灰分燃煤,既要保证吹灰汽源压力达到预期的吹灰效果,又要控制压力在合适范围内,防止压力过高吹损催化剂;吹灰温度过高会造成局部催化剂高温运行,导致催化剂烧结,永久失效;若吹灰汽源温度过低,或在吹灰汽源投入时未充分疏水,吹灰蒸汽中带水会造成催化剂粘灰,使催化剂活性降低。声波吹灰器需连续吹扫,在运行方面问题较少,操作方便。但要防止声波吹灰器喇叭口积灰,影响除灰效果,导致催化剂表面积灰。
3、催化剂的维护检测
3.1催化剂的检修维护
检修维护是指机组停用后对催化剂的检查、保护措施。避免催化剂潮湿,必要时进行催化剂干燥。定期对催化剂进行清扫、表面除灰;对催化剂进行全面检查,分析催化剂的腐蚀、堵塞或损坏程度;若催化剂局部发生损坏,可小单元更换。对SCR反应器内的其他附属设备进行全面检查,包括氨喷嘴、导流板、整流装置、催化剂密封件、吹灰系统等。检查影响吹灰系统阀门严密性的相关配件,确保检查到位。
3.2催化剂的定期试验与检测
催化剂的定期试验与检测包括催化剂单体检测和性能验收检测。DL/T1286—2013《火电厂烟气脱硝催化剂检测技术规范》对脱硝催化剂的检测方法做出规定,包括催化剂全尺寸性能测试和催化剂微观性能表征。测试脱硝效率、氨逃逸率、SO2/SO3转化率以及压差等指标,主要用于分析判断催化剂的状态。催化剂单体模块测试是指遇到停机或检修等合适情况,将催化剂测试单体模块取出,进行实验室检测,可进行切割研究催化剂的堵塞、积灰情况。测试指标有比表面积、孔径/孔容、活性成分及含量、微观结构等以及小尺寸或全尺寸的催化剂单体模块测试。孟小然等和西安热工研究院有限公司分别对此展开研究。性能验收试验一般是在催化剂安装、更换、再生或锅炉起机等变动后进行的试验,可了解催化剂整体运行情况。测试不同工况、负荷下,催化剂各运行指标参数是否达标。主要测试参数有NOx浓度、氨逃逸率、SO2/SO3转化率、脱硝系统阻力、温度等,并对催化剂运行状况进行评价。脱硝性能验收试验通过对脱硝系统相关参数的优化调整,使脱硝系统各运行参数处于合理、高效水平。
4、催化剂的更换及再生管理
4.1催化剂的加装和更换
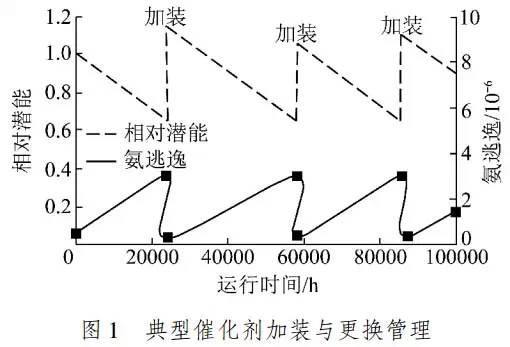
国内大部分燃煤电厂脱硝SCR系统都设计成多层催化剂,一般为“2+1”模式,预留1层。预留层加装时首先需要对加装的安全性进行评估,包括系统压降增加,整体质量增加,性能指标等多方面。催化剂几何特性和化学组分与初装催化剂不一定相同,可根据具体情况调整。加装预留层催化剂后,不仅要求脱硝效率提高,还需要确保SO2/SO3转化率小于1%,氨逃逸率低于3×10-6,保证脱硝系统的整体性能指标达到要求。多层催化剂在催化剂的寿命管理和系统性能方面更具灵活性。先添加预留层催化剂,再依次更换旧催化剂层的方法广泛应用于国内外火电厂。该方法成熟、稳定、可靠,考虑的因素相对较少。每次至少更换1层新催化剂,所需催化剂量大。催化剂运行过程中,及时根据脱硝催化剂的活性测试及运行工况分析制定催化剂的寿命管理计划(图1)。催化剂的相对潜能是指催化剂使用过程中的活性K与新催化剂活性的比值。一般随运行时间的增加,相对潜能降低,其越低说明使用中催化剂的活性越差。因此应随时检测催化剂相对潜能,根据检测结果进行催化剂的加装、更换、再生。
4.2催化剂的失活
造成催化剂失活的原因主要有4个:①堵塞。烟气中灰分较多,烟气中的细小颗粒物聚集在催化剂表面和小孔内,阻碍反应物分子到达催化剂表面。最常见的堵塞物为铵盐和硫酸钙。②中毒。烟气中许多化合物都是潜在的催化剂化学性毒害物质,如砷、磷、碱金属、碱土金属及金属氧化物等;烟气和灰分中物质都会引起催化剂中毒。③机械磨损。烟气中烟尘的冲刷及吹灰器运行不当造成催化剂物理性损伤;④烧结。运行过程中温度波动引起的失活。催化剂烧结主要是由于运行温度偏高,如果催化剂长时间运行高于450℃,会导致催化剂颗粒变大,有效活性表面积减少,活性迅速降低。
4.3催化剂的再生
催化剂预计寿命到期之前,需对催化剂性能及机械寿命进行测试,确定其是否具有再生价值。催化剂机械寿命一般为10a,首次再生试验具有应用价值。神华北京国华电力有限责任公司太仓电厂已进行大批量再生试验,催化剂再生后应用良好。目前能够实施催化剂再生的公司有江苏肯创环境科技股份有限公司、苏州华乐大气污染控制科技发展有限公司、重庆远达催化剂公司和江苏龙源环保催化剂有限公司等。一般再生工艺主要步骤为:清扫除灰、清洗、化学清洗、浸泡、高温烘干等。催化剂再生后仍需进行性能测试,确定其是否达到要求性能。根据HJ562—2010《火电厂烟气脱硝工程技术规范选择性催化还原法》,失活催化剂可采用再生或无害化处理。虽然催化剂属于微毒物质,但使用过程中烟气中的重金属可能在催化剂内聚集,这种情况下,使用后失活的SCR催化剂应作为危险废弃物来处理。
5、发展趋势
随着国内发电公司大量投运脱硝装置,机组运行时间增加,大量催化剂的失活不可避免,脱硝催化剂的全寿命管理对延长催化剂的使用寿命具有重要意义。各发电公司应规范催化剂的寿命管理,开展研究废旧催化剂的回收处理技术。一般催化剂的再生次数需通过催化剂的性能检测确定,由于催化剂的机械寿命一般为10a,因此最多可再生2~3次。废旧催化剂被定性为危险固体废弃物,处理难度大,加强废旧催化剂的处理技术研发,包括催化剂的二次再生技术以及从废旧催化剂中提取微量元素、回收有效成分等是未来发展趋势。
6、结论
1)进行催化剂选择设计时,应充分考虑催化剂厂家提供的催化剂实际运行参数,最大限度满足催化剂运行工况。催化剂运行、检修、维护过程中,要严格控制喷氨量、运行温度、吹灰系统,避免为了提高脱硝效率,而增加氨逃逸,引起空气预热器堵塞等问题。针对实际情况,可制定严格的投运/退出边界条件。
2)催化剂的检测是进行催化剂加装、更换和再生的前提,是催化剂寿命管理的核心内容。通过检测脱硝催化剂的效率、氨逃逸和SO2/SO3转化率等指标,判断其是否失活,并定期进行催化剂单体的检测和脱硝系统性能测试,根据检测结果制定合适的运行维护计划,充分发挥催化剂的应用价值。目前催化剂安装通常采用“2+1”模式,活性降低时,可首先通过加装1层新催化剂来提高活性,当活性再次降低时,需更换旧催化剂,并对更换的旧催化剂进行再生。
 首页
首页
 服务领域
服务领域
 技术中心
技术中心
 联系我们
联系我们